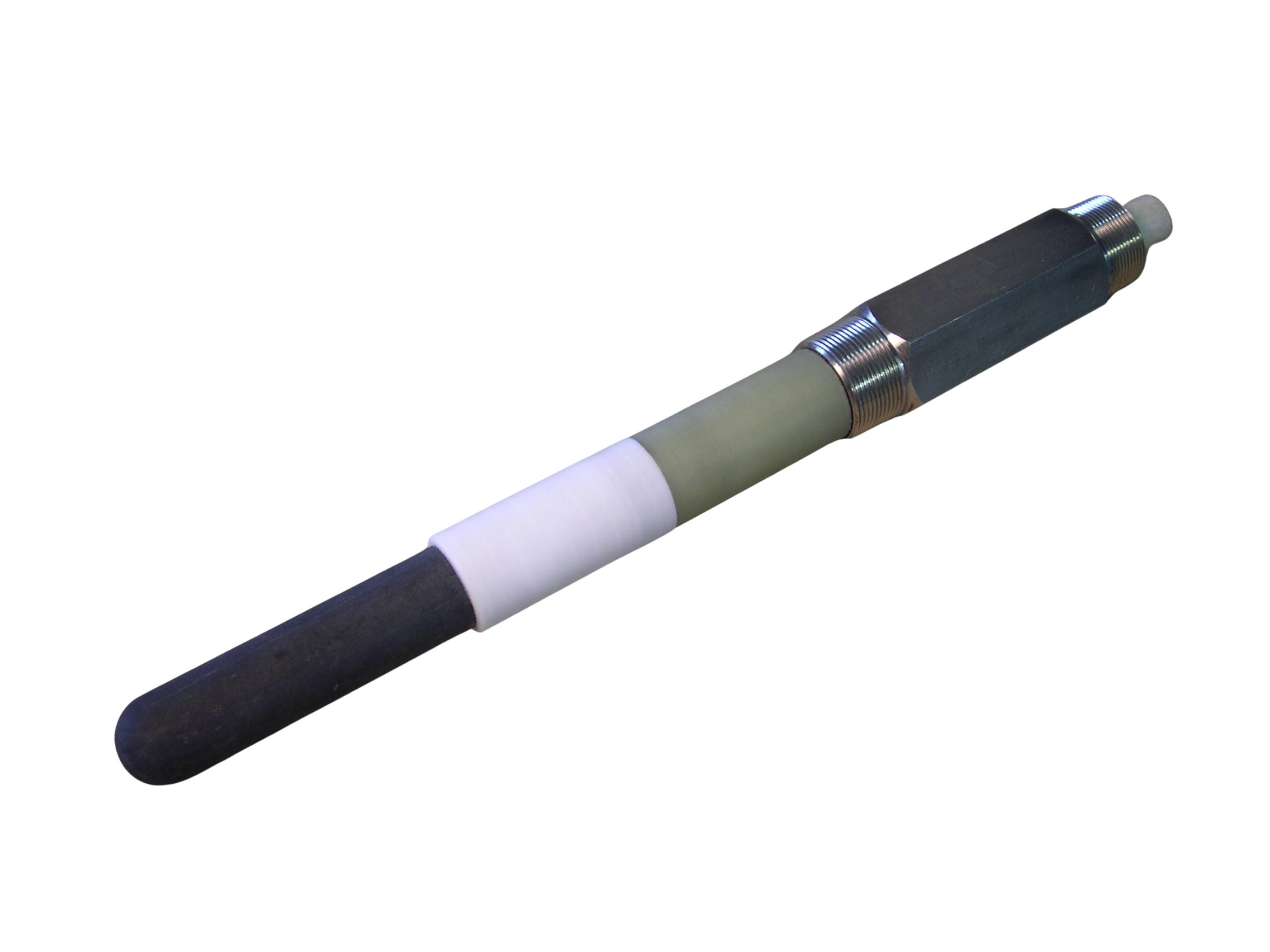
The CerAnode RPA Process Anode is a compact, factory-assembled titanium anode engineered for demanding process environments. Its high-strength titanium substrate is coated with a rugged conductive ceramic layer, forming one of the most durable MMO mixed-metal-oxide anodes on the market.
Designed for impressed current cathodic protection systems, this unit delivers long-life corrosion protection with minimal maintenance. It’s a top choice for tank cathodic protection, marine structure protection, and industrial corrosion control solutions where reliability matters.
With its sealed, low-resistance factory assembly, the RPA simplifies installation while providing performance typically reserved for large pipeline anode systems or deep well anode systems.
Durable Construction
Installation-Friendly & Quality Assured
Long-Life Performance
Installation & Accessories

Provides effective cathodic protection for oil, gas, and water transmission pipelines in various soil conditions.

Protects offshore platforms, jetties, harbor facilities, and ship hulls from corrosion in seawater environments.

Provides internal and external protection for above-ground and underground storage tanks containing various products.



Our team of experts is ready to help you find the perfect cathodic protection solution for your specific application. Contact us today for personalized assistance
Contact us